Drilling Practice
The flute form, web thickness and helix angle of the standard drill are suitable for most materials producing semi-continuous chips.
Drilling sizes of 13mm and smaller in soft materials which produce continuous chips, e.g. copper, aluminium, a bright finish fast helix drill may be required to remove the swarf more effectively. Conversely on materials producing discontinuous chips like brass, gunmetal and some plastics, a slow spiral is preferable.
For effective drilling, the rigidity of the drill and work piece are most important. The shorter the flute length the more rigid the drill. Long drills must be adequately supported to reduce vibration, or stage drill as opposite.
Heavy duty thick web drills may be necessary on the more difficult materials, or when work lacks rigidity. These drills must be point thinned or have split points.
The following are important in drill use:
1. Clamp the work-piece securely.
2. Select the correct speed and feed.
3. Use an appropriate coolant and lubrication.
4. When using a taper shank drill use a soft face hammer or wood block for insertion.
5. Ensure the shank is securely held. Avoid using worn sockets or drill chucks as the drill may slip during use.
6. Regrind the point before it dulls, do not force a worn drill.
7. Deep hole drilling, withdraw frequently to clear the chips. Deep holes start at 4 times diameter.
8. Opening out existing hole, do not use a 2 flute twist drill, use a 3 or 4 flute core drill. Pilot holes should be 1.5 times the chisel edge length.
9. Stainless, Manganese and high tensile steels, use an automatic feed throughout the drilling cycle. Do not allow the drill to dwell as it will cause work-hardening; use a slower speed and heavier feed than on easier machined materials.
Deep Hole Series Drilling
Holes deeper than nominally three times the drill diameter may need special methods to clear the swarf especially when drilling horizontally with standard flute design.
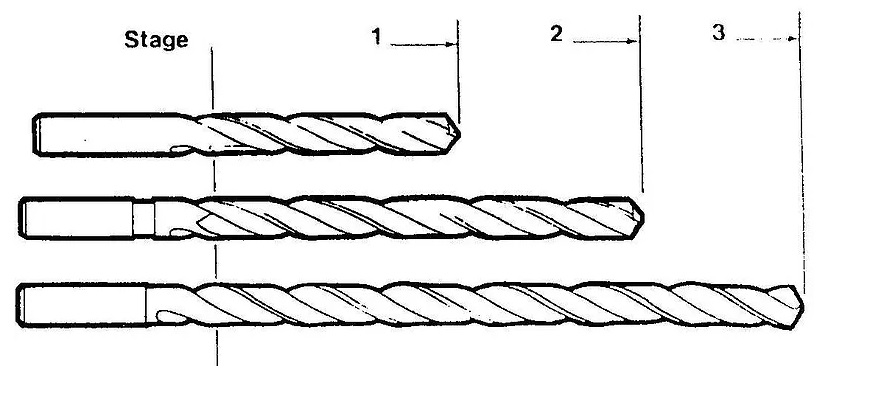
A series of longer drills may be used successively.
First Drill
This should be either a stub drill or a jobber drill used down to the flute length and pecking at intervals after 3 times diameter in depth to clear the swarf. Alignment of the first drill is very important as all subsequent drills will wander further from this location.
Second Drill
A long series drill to be used as above with pecking about every diameter in depth.
Third & Successive Drills
Extra length drill of increasing flute lengths may be used successively to the required depth, pecking may be required at only half the diameter on extreme depth.
Parabolic Flute Drills
These are specifically designed for deep hole drilling and clearing the swarf without pecking down to 10 times the diameter on materials that produce long continuous swarf. Parabolic drills are stocked from stub to long series length drills.