Expanding Existing Holes
Coring
The single most common complaint we receive on taper shank twist drills is the loss of the driving tang or chipping of the outer corners of the drill, sometimes combined. This is caused by trying to expand an existing hole with a two flute drill.
Drill tangs are for ejection purposes only, the drive required is transmitted through the fit of the Morse taper.

A two-flute twist drill starts to cut with the blunt chisel edge, which craetes a hole by extrusion rather than cutting and requires to be forced into the material. After this initail stage the lips of the drill start to cut with a very low rake angle of only 2°-3°.
As the lips come into contact out to the full diameter the rake increases to approximately 30° at the outside edge.
An Illustration Of Rake Angles
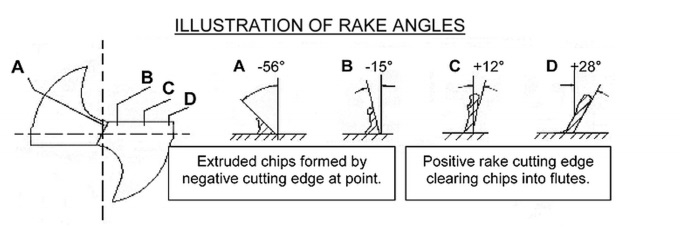
If the user starts to cut an existing hole, it can be seen that the starting rake angle increases further out towards the cutting edge corners, which means that the larger the hole, the greater the self-feed rate of the drill into the workpiece.
All Presto two-flute drills can drill from solid, pilot holes may ease the pressure required when drilling by hand. The pilot hole should not be greater than Point B or 1.1/2 times the chisel edge diameter.
Swarf marks usually show on the point of the drill (A) This is because the drill is self-feeding and the action of pulling itself into the hole is controlled by the clearance. More clearance causes the drill to fail quicker e.g it has a higher feed.
Similar feed marks are shown in the flutes where the swart rubs (B).

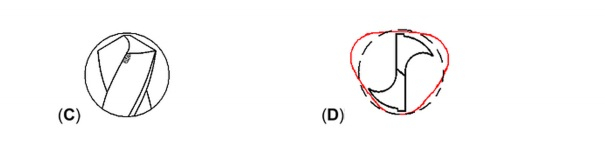
The heel of the drill also shows rub marks on the body clearance (C), this is due to the drill following a trangulated path (D) which will cause the hole to measure undersize as one lips acts as the fulcrum and the other cutting an arc.
As the drill pivots from one cutting lip to another this causes excessive vibration which rapidly breaks down the cutting edges.
There can be two results from this application, one corner chips off and the drill jams in the triangulated hole overpowering the Morse taper drive, or the drill self-feeds into the workpiece pulling the Morse taper out of contact.
In both instances the result is that the tang takes up the drive and shears/twists due to the torque requirement being greater than the cross sectional area can drive.
Opening existing holes should be performed using a core drill, Presto list no - 17000