Reaming Practice
All reamers are now made to cut an H7 tolerance on both British and Din Standard. Many users expect this to be exact, this is not practicable and they are made slightly oversize.
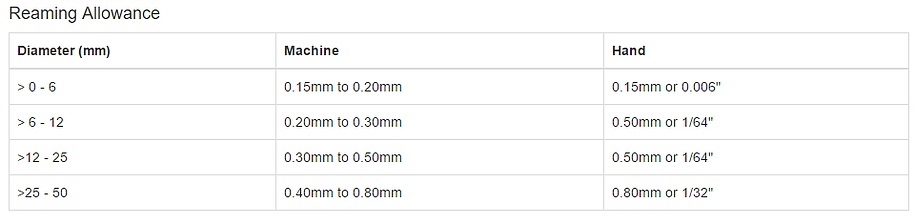
The chart lists both the hole size and the reamer tolerance.

Reaming allowance is dependent on the material being cut. Harder materials will require less allowance and very soft steel may require more as the drill may have torn the bore.
Speeds and Feeds
General practice is to use half the drilling speed and double the feed per rev as used in drilling. It is always stated that reaming is a slow process, but at these conditions it has the same cycle time as drilling.
Lubricants
Good lubrication is required as the material being cut will gall or pick up on the cutting edges, giving oversize holes and scored bores. Use the above notes as a guide, in practice adjust the recommendations to suit the job until optimum results are obtained.
Resharpening
This must be done by skilled personnel on proper machine tools, on no account must free hand grinding be done: When re-grinding remember that the lead performs the cutting action. For correct lands and clearances copy those on a new reamer.